

板ばねってどう作るの?~マルチフォーミングの場合~
板ばねの「マルチフォーミング加工」に焦点を当て、詳しくご紹介します。...
2026.03.02
光洋のばね(最終更新日:2026年3月2日)
クイックファスナーは流体を流す配管同士の接続部分を固定する留め具として使われる部品(薄板ばねの一種)です。今回は、製造に使う各部品の図面が完成した後の、金型製作についてお伝えします。
本シリーズは第4弾となります。ぜひ第1~5弾もご覧ください!
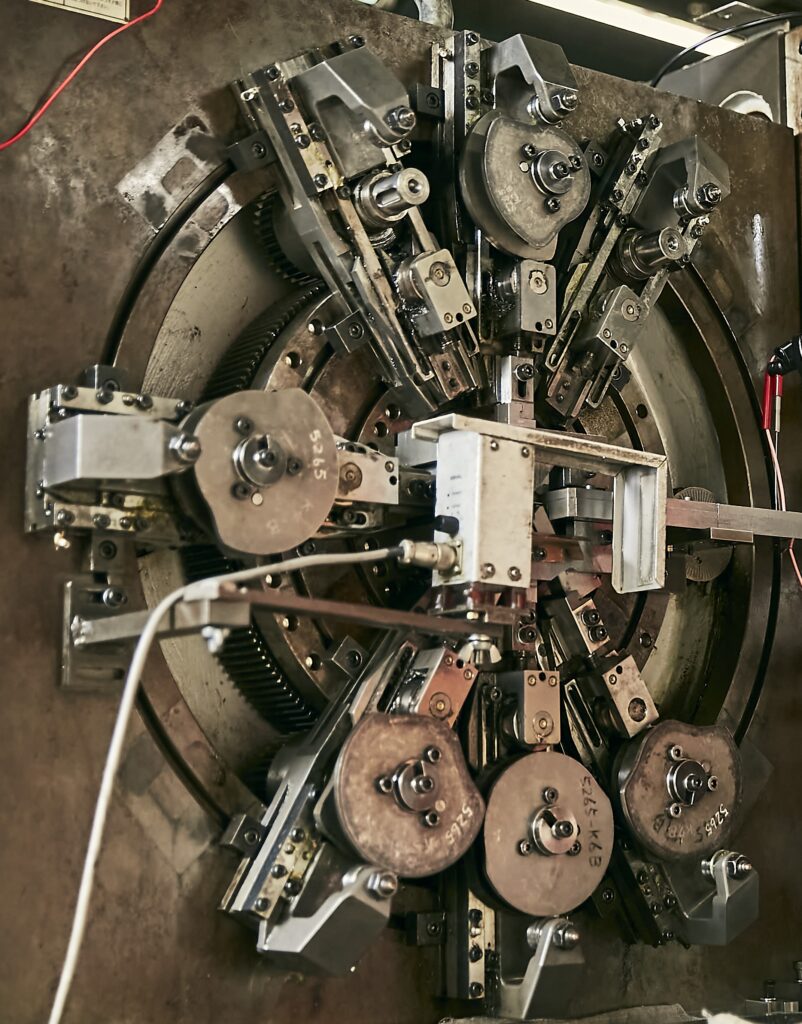
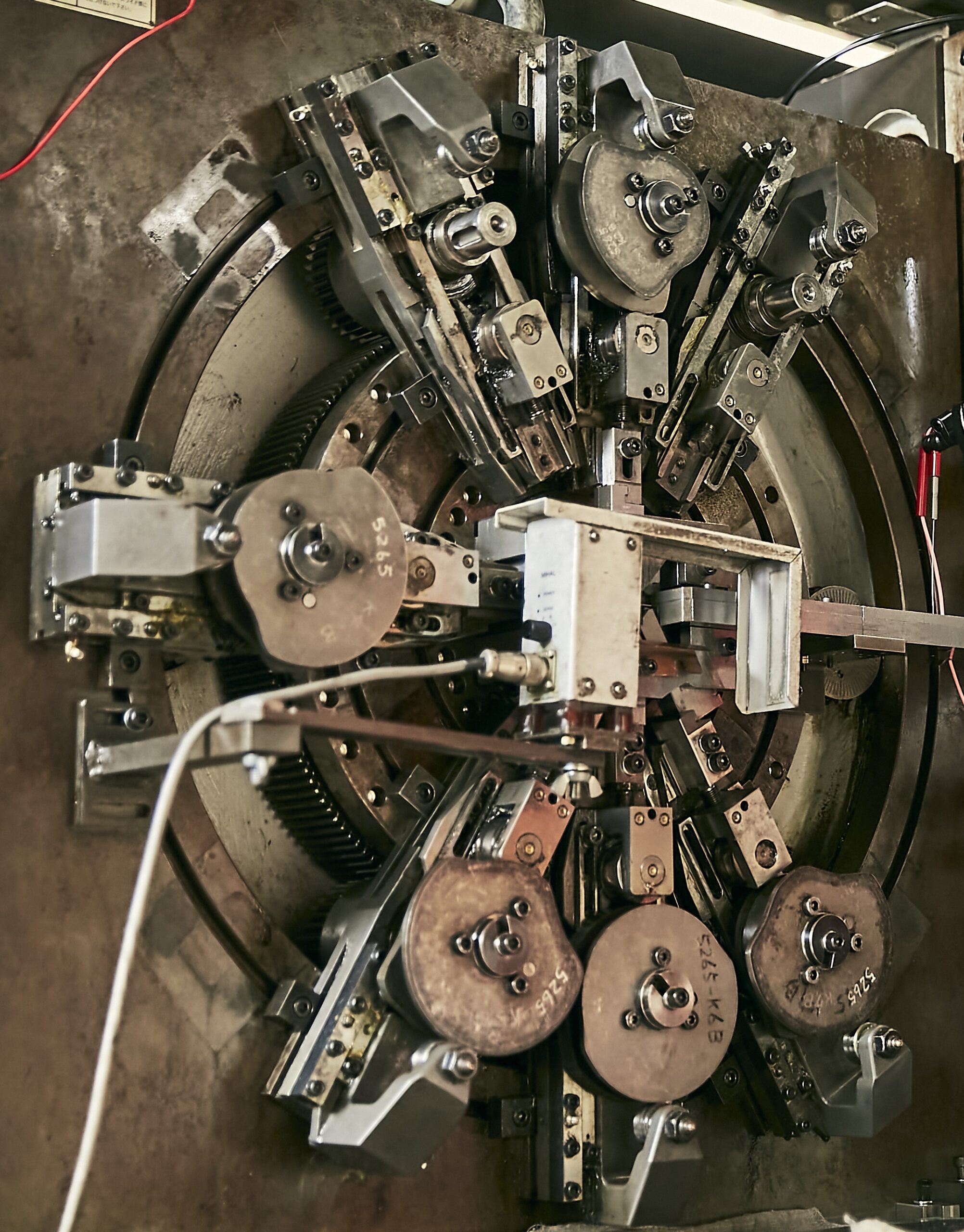
薄板ばねの加工として使用するマルチフォーミング・マシンは、ブランキング(穴開け)を行うプレス部と成形加工を行うフォーミング部から成り立っています。そのそれぞれに金型が必要となります。
今回は大きく3種類に分けた金型について、それぞれ簡単に紹介していきます。
➀ガイド
➁ダイセット(プレス)
➂フォーミング関連部品

その名の通り、切断前後の材料の通り道の役割を果たす金型。こちらも複数の種類があり、それぞれのガイドには全て蓋となる上部分もあり、上下セットで用意します。
写真は切断後の材料が通る溝がついたブランクガイド2種(上下セット)。
ダイセットとは、材料をブランク形状にするための、穴開けや切断を行う装置(プレス金型)を言います。
ここに取り付けるのが、穴をあけるための凸型の「上型(パンチ)」、それを受ける凹型の「下型(入れ子)」、パンチを固定するためのホルダ及びプレート、刻印受けプレートなど様々な金型が必要になります。


動いて切るのが「パンチ」、それを下で受けるのが「入れ子」で、動作の仕組みとしては書類に穴をあけるパンチと同じものになります。ただし切断するものが金属となるため、板の厚さにもよりますが、パンチの刃と入れ子の穴との隙間(クリアランス)が重要となります。
隙間が狭い場合、刃と刃の間に余裕が無いため、切る際に強烈な負荷が掛かり、パンチの欠けや切断面の異常、バリの発生などトラブルが起こりやすくなります。逆に隙間が広い場合は材料をねじ切る様な切り方となるため、切断面は汚く、バリも出る事や、カス上がりというトラブルが起こりやすくなります。
そのため、綺麗な切断を保つには刃と刃の隙間(クリアランス)を適切に管理する事が非常に大事な事となります。
マルチフォーミング・マシンに取り付ける金型のことで、さらに細かく分けると「曲げツール」「心金」「コアホルダー」「蹴り出し」「リアツールホルダー」「カム」があります。
これらは、ワイヤー放電加工機を使い、形状通りに部品を作っていきます。
形が出来てからは、それぞれの部品の仕上げにかかります。
-300x252.jpg)
ここまでがクイックファスナーを生産する為の部品の準備になります。
一般的に、金型に求められる条件としては「加工中の衝撃や負荷に対して十分耐えられる強度であること」「使用中にゆるんだり、がたが生じたりしない構造と取り付けであること」「切刃の再研磨など、メンテナンスがしやすい構造であること」などがあります。
それらの条件はクイックファスナーの品質の高さにつながるため、金型製作は非常に大切な工程になります。
次回はいよいよ「クイックファスナーはどうやって作っているの?」の最終回になります。
是非ご覧ください。



-1-1024x853.jpg)



-1.jpg)