-1-1024x853.jpg)
意外と知らない身の回りのばね~電池ケース編~
光洋で取り扱っている、ガスコンロの電池ケース向けの製品を4つご紹介します。これま...
2026.04.20
光洋のばね(最終更新日:2026年4月20日)
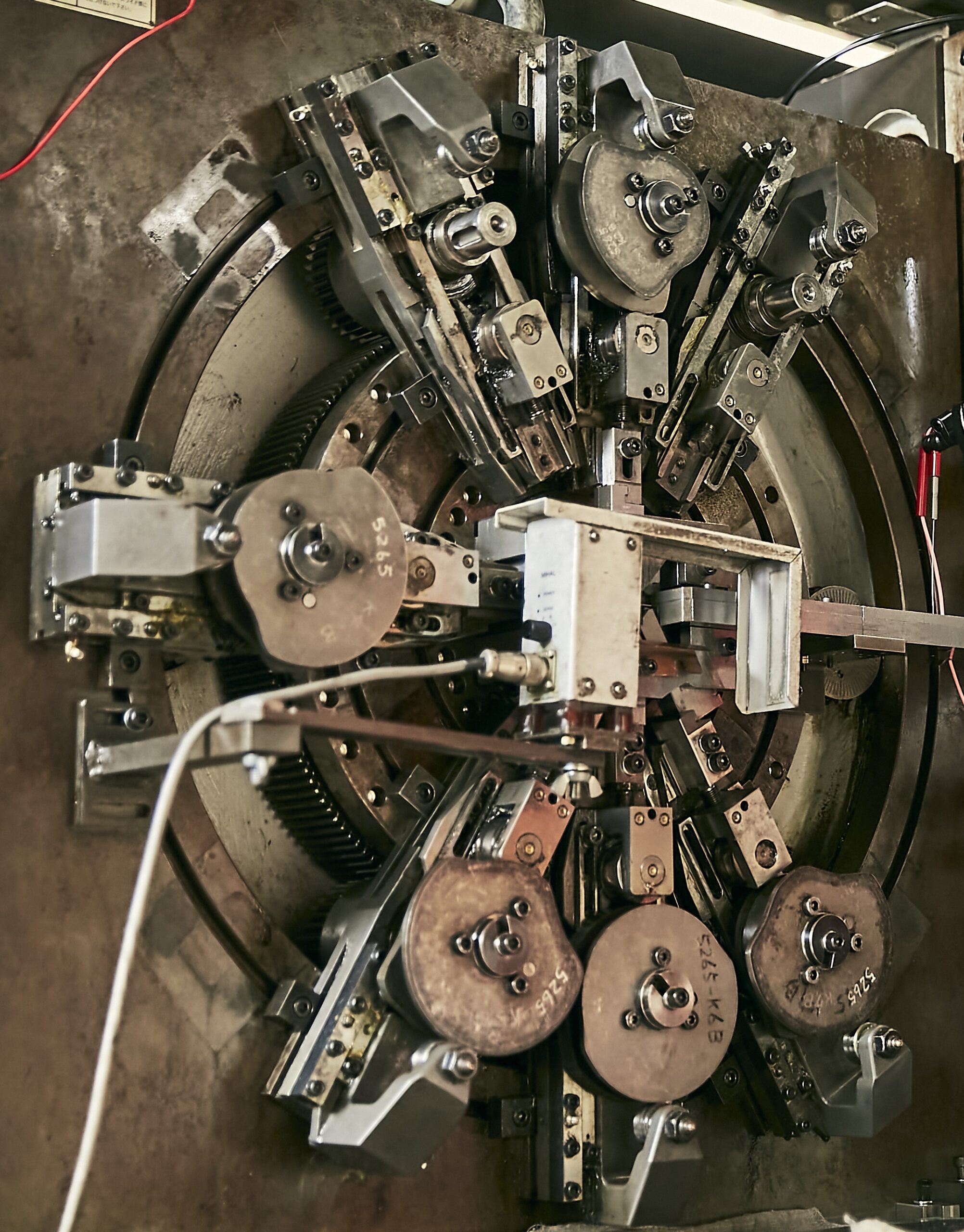
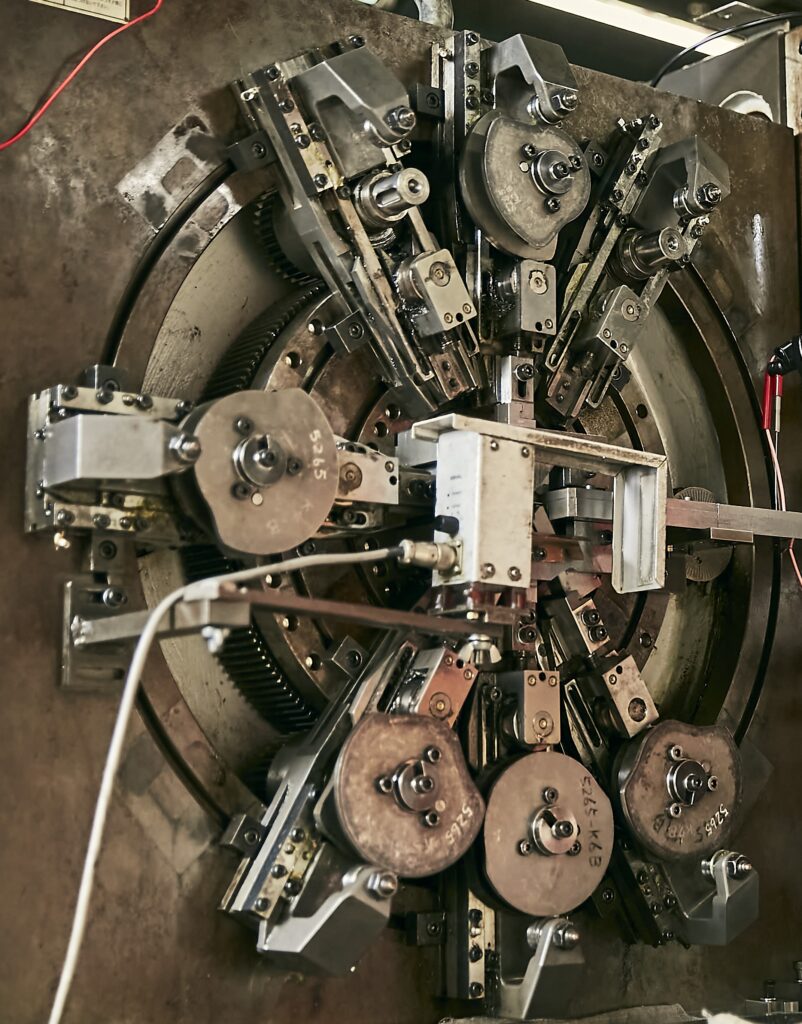
クイックファスナーは流体を流す配管同士の接続部分を固定する留め具として使われる部品(薄板ばねの一種)です。最終回は、マルチフォーミングマシンという機械を用いて製品を作る工程についてお伝えします。
本シリーズは第5弾となります。ぜひ第1~4弾もご覧ください!
金型を設備に設置し製品を作る作業を、光洋では「SET」と呼んでいます。
特に、初回製品に関しては「TRY」と名付け、いつもより慎重に作業を行っています。
➀作業標準書の確認
➁ストレートナーの調整
➂ダイセットの調整
➃曲げ調整
➄テンパ処理
「作業標準書」とは、製品別で必ず用意されているもので、部品取り付け位置や材料の他にも、作業手順や不良発生履歴など詳細な情報が記載されています。SETの担当者は作業標準書の全体を読んだ上で、部品取り付け、調整に入っていきます。
材料の送り長さの設定から、ガイドやカム、ダイセットといった金型を設置し、機械の準備が整ったところで作業標準書に記載された材料を選び、リールスタンドに乗せていきます。


材料をセットしたところで次に行うのは「ストレートナーの調整」です。
ストレートナーとは、巻かれている状態の材料の線癖(丸まっている癖)をとるためのものです。
材質、板幅により調整は変化しますが、よく使われるステンレス材は1mmの厚さでも、ハンマーで叩いてようやく曲がりきる程度の硬度になります。その硬さの材質をまっすぐに矯正していくのですが、プレス時などに反りが変わることがあるため、それを考慮しつつ調整を行います。その後、材料をつかむグリッパーや、材料走行高さ、ラインの確認など、材料が適切に流れていくかを確認します。
続いてはダイセットの「高さ調整」です。
ダイセットは上型(パンチ側)、下型(ダイ側)で構成されており、下型は固定、上型が上下に動く事で材料の打抜きを行います。

クイックファスナーは、刻印をすることで製品の差別化を行いますが、マルチフォーミングマシンはダイセット内で刻印する構造になっています。ブランクに印字する際に重要になるのがダイセットの高さ調整です。押しが強い場合は印字が濃くなりすぎて不具合が発生、弱い場合は印字が薄いために不良になってしまうため、適正な印字量を見ながら調整を行う必要があります。
この後がいよいよ「曲げ調整」になります。
曲げポイントに関してはもちろん作業標準書に書いているのですが、その時の材質や金型の状態、設備などにより微妙に変化する事があります。そこを見極めながら曲げる量を調整していくことが必要で、SET担当者の腕の見せ所になります。

最後に、テンパ(低温焼なまし)処理による広がりなどを見ながら、微調整を加えていき、図面の寸法に収まるまで繰り返します。
ここまで終えて、ようやく生産(量産)に入ることになります。
たったひとつの小さなばねですが、私たち光洋ではこれだけのステップを踏んで製造にあたっています。
このクイックファスナーも、目立った場所にあるわけではありませんが、ガス給湯器などに使用され、街を支え、安心をつないでいます。
以上、クイックファスナーの作り方の説明を全5回にわたってご紹介してきましたが、いかがでしたでしょうか。
私もクイックファスナーの生産を行っていた事があるのですが、クイックファスナーのSETは、光洋の中でも難しい部類に入り、特に曲げ工程の調整に苦労したのを覚えています。しかし、最後にきっちりとハマる瞬間の気持ち良さは何物にも代えられない貴重な経験だったと思います(笑)
今回の執筆にあたって製造工程を一から振り返った時に、当時の経験を思い出すことができ、改めて発見したことなどもあり、初心に帰ることができました。この気持ちを大切に、これからも仕事に取り組んでいこうと思います。
ありがとうございました。






-1.jpg)